蓄热式焚烧炉(RTO) RTO(Regenerative Thermal Oxidizer,蓄热室氧化器),其工作原理是在高温下(800℃左右)将有机废气氧化生成CO2和H2O,从而净化废气,并回收分解。
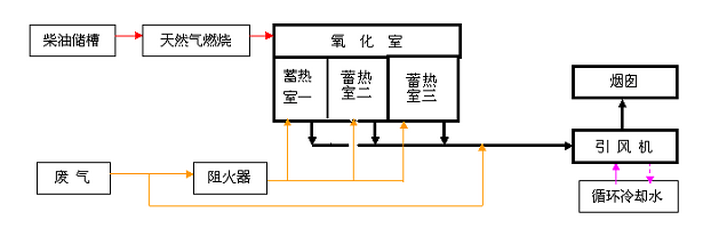
天皓RTO工艺示意图:
产品性能特点:
①可实现全自动化控制,操作简单,运行稳定,安全可靠性高。
②VOC的分解效率99%以上;
③采用多项先进技术,使设备简化,易于维修,并降低了运行成本。
④废气在炉内停留时间长,炉内无死区;
⑤不产生NOX等二次污染。
⑥操作费用低,超低燃料费。有机废气浓度在500PPM以上时,RTO装置基本不需添加辅助燃料。
热氧化法可分为三种: 热力燃烧式、间壁式和蓄热式。它们的主要区别在于热量回收方式的不同。三种方法都可以和催化法结合起来以降低反应温度。
a. 热力燃烧式热氧化器。热力燃烧式热氧化器一般指的是气体焚烧炉。它由助燃剂、混合区和燃烧室组成。助燃剂 (天然气、 石油等) 作为辅助燃料, 燃烧产生的热在混合区对 VOC 废气进行预热,燃烧室为预热后的废气提供足够大的空间和足够长的时间以完成最终的氧化反应。 在供氧充足的前提条件下, 氧化反应的程度(影响最终的VOC 去处率)取决于“三T条件” :反应温度(Temperature)、驻留时间(Time)、湍流混合情况(Turbulence)。这 “三T条件”是互相联系的,在一定范围内改善一个条件可使另外两个条件降低。热力燃烧式热氧化器的一个最大缺点是辅助燃料价格太高, 致使装置的操作费用很高。
b. 间壁式热氧化器。间壁式热氧化是指在热氧化装置中加入间壁式热交换器, 热交换器把从燃烧室排出的高温气体所带的热量传递给氧化装置进口处的低温气体, 预热后发生氧化反应。 由于目前的间壁式热交换器最高可获得85%的热回收率,所以极大地降低了辅助燃料的消耗。 间壁式热交换器通常设计成管式、壳式或板式。由于通常的热氧化温度要保持在 800℃—1000℃, 所以间壁式热交换器必须由耐热、耐腐蚀的不锈钢或合金材料制成。这就使得间壁式热交换器的造价很高, 这是间壁式热氧化器的一个缺点。同时材料的热应力也不易消除, 这是间壁式热氧化器的另一个缺点。
c. 蓄热式热氧化器。蓄热式热氧化器(Regenerative Thermal Oxidizer , 以下简称RTO), 是在热氧化装置中加入蓄热式热交换器, 预热 VOC 废气,再进行氧化反应。 随着蓄热材料的发展,目前蓄热式热交换器的热回收率已能达到95%以上, 而且占用空间越来越小。这样辅助燃料的消耗很少(甚至不用辅助燃料,且当 VOC 的浓度达到一定值以上时, 还可从 RTO 输出热量)。同时, 由于目前的蓄热材料都选用陶瓷填料, 所以可处理腐蚀性或含有颗粒物的 VOC 废气。 RTO装置又可分为阀门切换式和旋转式。 阀门切换式RTO是最常见的一种 RTO。其由两个或多个陶瓷填充床, 通过阀门的切换, 改变气流的方向, 从而达到预热VOC 废气的目的。
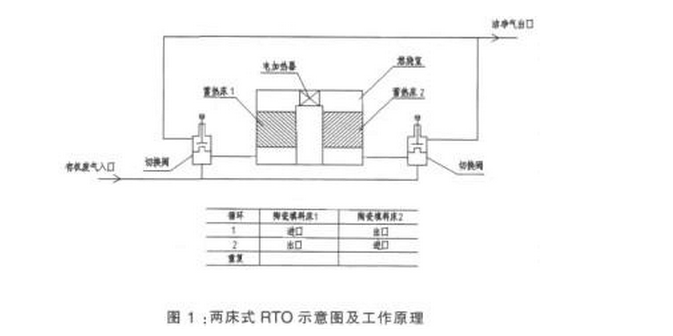
图 1 是典型的两床式RTO示意图及工作原理。
两床式RTO主体结构由燃烧室、两个陶瓷填料蓄热床和两个切换阀组成。
当 VOC 废气由引风机送入蓄热床1后, 该床放热, VOC 废气被加热, 在燃烧室氧化燃烧,气体通过蓄热床2, 该床吸热, 燃烧后的洁净气被冷却, 通过切换阀后排放。在达到规定的切换时间后, 阀切换, VOC 废气从蓄热床 2 进入, 蓄热床 2放热, VOC废气被氧化燃烧, 气体通过蓄热床 1, 该床吸热, 燃烧后的洁净气被冷却, 通过切换阀后排放。如此周期性切换, 就可连续处理 VOC 废气。 近年来, 国外又研制开发出旋转式RTO。该装置由一个燃烧室、一个圆柱形分成几瓣独立区域的陶瓷蓄热床和一个旋转式转向器组成。通过旋转式转向器的旋转, 就可改变陶瓷蓄热床不同区域的气流方向, 从而连续地预热 VOC 废气, 在燃烧室氧化燃烧后就可去除 VOC。 相对于阀门切换式RTO,旋转式RTO由于只有一个活动部件(旋转式转向器) , 所以运行更可靠, 维护费用更低, 但缺点是旋转式转向器不易密封,泄露量大, 影响VOC的净化率。
RTO设备的特点:
1)产品设计考虑客户的生产工艺,重视前端控制和末端治理的结合;
2)净化效率高,旋转RTO可达到99%以上;
3)对余热进行综合利用,产生经济效益;
4)优化设计的结构、通风系统,确保最好的处理效果和使用体验;
5)充分考虑系统的安全与防护,为客户提供安全可靠的后抽离设备与技术。 RTO设备应用范围: 含苯系物、酚类、醛类、酮类、醚类、酯类等有机成分的石油、化工、塑料、橡胶、制药、印刷、农药、制鞋、电力电缆生产行业等。有机废气浓度在100PPM—20000PPM之间。
